

На поверхности, обработанной токарным резцом, образуются неровности в виде винтовых выступов и винтовых канавок (рис. 1, а), отчетливо заметные при крупной подаче s и обнаруживаемые лишь при помощи специальных приборов, если подача невелика.
Такие неровности расположены в направлении подачи и образуют поперечную шероховатость в отличие от продольной шероховатости (рис. 1, б), образуемой неровностями в направлении скорости резания v.
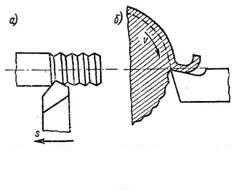 Рис. 1. Поперечная (а) и продольная (б) шероховатости, получающиеся при токарной обработке.
Рис. 1. Поперечная (а) и продольная (б) шероховатости, получающиеся при токарной обработке.
Причины образования шероховатостей
1. Термическая обработка материала. Если материал подвергнут термической обработке, то шероховатость его поверхности уменьшается, т.к. повышается однородность его структуры.
2. Величина подачи. При крупных подачах высота неровностей значительно отличается от расчетной и превышает ее в несколько раз.
3. Скорость резания. При скорости резания до 3-5 м/мин размеры неровностей незначительны; с увеличением скорости резания неровности возрастают; при повышении скорости резания до 60-70 м/мин высота неровностей уменьшается, и при скорости около 70 м/мин шероховатость поверхности получается наименьшей. Дальнейшее повышение скорости резания незначительно влияет на шероховатость обработанной поверхности.
4. Состав смазочно-охлаждающей жидкости, применяемой при токарной обработке. Наилучшие результаты получаются, если жидкость содержит минеральные масла, мыльные растворы и другие вещества, повышающие ее смазочные свойства.
5. Степень затупления резца. При небольшом затуплении резца обработанная поверхность часто получается даже несколько чище, чем при остром резце. При дальнейшем затуплении резца шероховатость поверхности увеличивается.
6. Материал режущего инструмента. Например, резцами из твердых сплавов очень трудно получить хорошую поверхность при обработке вязких материалов.
7. Вибрации, возникающие в процессе резания. Особое значение в этом случае приобретают чрезмерные зазоры в направляющих суппорта и в подшипниках, неточности зубчатых передач станка, плохая балансировка вращающихся частей станка, недостаточная жесткость обрабатываемой детали, углы резца, его вылет и т.д. Все эти вредные явления при токарной обработке вызывают продольную шероховатость поверхности.
Оставить комментарий