

Фасонные детали
Фасонные поверхности деталей (как наружные, так и внутренние) образованы криволинейной образующей, комбинацией прямолинейных образующих, расположенных под различными углами к оси детали, или комбинацией криволинейных и прямолинейных образующих.
На токарных станках фасонные поверхности получают:
- используя ручную поперечную и продольную подачу резца относительно заготовки с подгонкой профиля обрабатываемой поверхности по шаблону;
- обработкой фасонными резцами, профиль которых соответствует профилю готовой детали;
- используют поперечную и продольную подачу резца относительно заготовки, а также приспособления и копирные устройства, позволяющие обработать поверхность заданного профиля;
- путем комбинирования перечисленных выше методов для повышения точности и производительности обработки.
Обработка фасонных поверхностей фасонным резцом
Фасонные резцы — это резцы, режущая кромка которых совпадает с криволинейным или ступенчатым профилем обрабатываемой поверхности.
Простейший резец для обработки фасонной поверхности, часто называемый стержневым, показан на рис. 1.
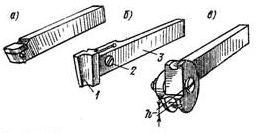
Рис. 1. Фасонный резец
Фасонный резец для обработки вогнутой поверхности показан на рис. 1, а. Достоинство таких резцов — простота и сравнительно низкая стоимость их изготовления. Их существенный недостаток заключается в том, что после нескольких, а иногда двух-трех переточек по передней поверхности (а для сохранения профиля их можно перетачивать только по передней поверхности) пластинка стачивается, высота по центру при установке уменьшается и резец становится негодным для дальнейшей работы. Поэтому стержневые фасонные резцы применяют преимущественно в тех случаях, когда работа не имеет массового характера и профиль резцов прост.
Призматический фасонный резец показан на рис. 1, б. Передней поверхностью служит торец бруска, из которого изготовлен резец, а задний угол образуется благодаря наклонному положению резца в державке 3. Для закрепления в державке призматический резец 1 по всей длине (с задней стороны) имеет выступ в форме ласточкина хвоста, входящий в такой же паз державки 3. Державка надрезана, поэтому при затягивании винта 2 она сжимается и резец удерживается в ней достаточно прочно. Недостаток резца — сложность изготовления.
Дисковый фасонный резец, закрепленный на державке, изображен на рис. 1, в. Передняя поверхность дискового резца располагается ниже его оси на величину h (рис. 1, в), что создает необходимый задний угол. Если это понижение равно 1/10 диаметра резца, задний угол его получается около 12°. Передний угол фасонных резцов в большинстве случаев делается равным 0°. При этом условии упрощается изготовление резца; кроме того, резец не затягивается в деталь и обработанная поверхность последней получается качественной. Ширина фасонных резцов не превышает обычно 40 мм, но иногда применяются фасонные резцы шириной до 100 мм.
Работа фасонными резцами
Для получения правильного профиля обрабатываемой детали фасонный резец необходимо устанавливать так, чтобы его режущая кромка была точно на высоте центров станка. Положение фасонного резца, если на него смотреть сверху, следует проверять посредством маленького угольника. Если одну кромку такого угольника приложить к цилиндрической поверхности детали (вдоль ее оси), а другую подвести к боковой, поверхности обыкновенного или призматического резца, или к торцовой поверхности дискового резца, то между угольником и резцом не должно быть неравномерного просвета.
При закреплении фасонных резцов необходимо особенно тщательно выполнять общие правила закрепления резцов.
Подача фасонного резца в большинстве случаев осуществляется вручную. Она должна быть равномерной и не превышать 0,05 мм/об при ширине резца 10-20 мм и 0,03 мм/об при ширине свыше 20 мм. Подача должна быть тем меньше, чем меньше диаметр обрабатываемой детали. При обработке участка детали, расположенного близко к патрону (или к задней бабке), подачу можно брать больше, чем при обработке участка, расположенного сравнительно далеко от патрона (или от задней бабки).
Обработка фасонных поверхностей при одновременном действии продольной и поперечной подач резца
Обработка фасонных поверхностей при одновременном действии продольной и поперечной ручных подач резца производится при небольшом количестве обрабатываемых деталей или при сравнительно больших размерах фасонных поверхностей. В первом случае изготовление даже обыкновенного фасонного резца нецелесообразно, во втором — потребовался бы очень широкий резец, работа которым неизбежно вызвала бы вибрации детали.
Снятие припуска производится остроносым чистовым или проходным резцом. Для этого перемещают (вручную) продольные салазки влево и одновременно поперечные салазки суппорта вперед и назад. При обработке сравнительно небольших фасонных поверхностей продольную подачу осуществляют используя верхние салазки суппорта, установленного так, чтобы направляющие их были параллельны центровой линии станка; для поперечной подачи применяют поперечные салазки суппорта. В том и другом случаях вершина резца будет перемещаться по кривой.
После нескольких проходов резца и при правильном соотношении величин подач (продольной и поперечной) обрабатываемая поверхность получит требуемую форму. Для выполнения этой работы нужен большой навык. Опытные токари, обрабатывая фасонные поверхности таким способом, пользуются автоматической продольной подачей, перемещая одновременно с этим поперечный суппорт вручную.
При обработке деталей большими партиями сложное движение резца должно осуществляться автоматически. Для этой цели изготовляются более сложные копировальные приспособления. В последние годы широкое распространение для этих целей получили так называемые гидросуппорты.
Оставить комментарий