

Такие способы обработки как высокоскоростное фрезерование и электроэрозионная обработка, а в ряде случаев и генеративные технологии, например лазерное спекание или плавление очень часто дополняют друг друга. Однако развитие технического прогресса все чаще приводит к ситуациям, когда одна технология представляет собой угрозу для другой. Поэтому особый интерес представляет всеобъемлющее сравнение между собой возможностей таких технологий как высокоскоростная обработка (преимущественно фрезерование), электроэрозионная копировальная прошивка и вырезка, а также прямое лазерное спекание или плавление металла, причем в такой наиболее подходящей для них области как изготовление сложных инструментов, пресс-форм и штампов.
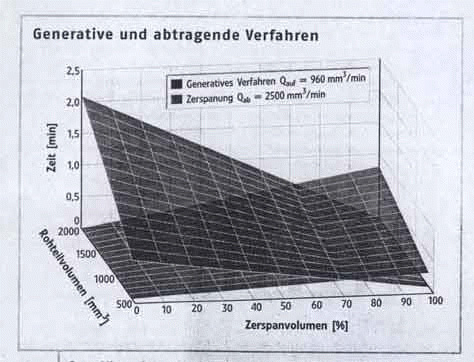
При сравнении сразу же становятся очевидными принципиальные различия между ними. Если высокоскоростная и электроэрозионная виды обработки представляют собой процессы снятия металла тем или иным способом, то лазерное спекание или плавление (DMLS) являются процессами наращивания металла. При этом решающее значение здесь имеют не столько скорость выполнения процесса, например или наращивания, сколько объем снимаемого или наращиваемого металла. На рис. 1 показано, что при больших удельных съемах металла генеративная технология оказывается более производительной. Для высокоскоростной и электроэрозионной обработки необходимо наличие заготовки, из которой, собственно, и получают готовую деталь, тогда как при технологии DMLS эту деталь послойно выращивают из металлического порошка (рис. 2). Если при копировальной прошивке в качестве формы детали получают зеркальное отображение используемого инструмента, расширяющегося относительно искрового промежутка, то при высокоскоростной обработке, вырезке и технологии DMLS используют геометрически нейтральные инструменты, создающие требуемую конечную геометрию посредством оптики или управляемого перемещения осей координат станка.
Резание до твердости 63 HRC
Рассмотрим в качестве первого критерия сравнения технологий свойства обрабатываемых материалов. Именно здесь проявляется основное преимущество электроэрозионной обработки, а именно — независимость от твердости и вязкости обрабатываемого материала, потому что при высокоскоростной обработке износ инструмента растет вместе с ростом твердости обрабатываемого материала. Если любой материал до твердости 58 HRC можно обрабатывать достаточно легко, то уже начиная с твердости 62-63 HRC наступает предел экономической эффективности высокоскоростной обработки. И все-таки постоянно продолжающиеся исследования режущих материалов и конструктивные разработки новых инструментов, при которых все усилия сосредоточены на твердой обработке, позволяют постепенно сдвигать вверх границу экономической эффективности высокоскоростной обработки до более высоких значений твердости заготовок. Генеративные технологии позволяют в настоящее время получать детали с максимальной твердостью лишь 42 HRC. Поэтому для достижения их более высокой твердости необходима дополнительная физико-химическая или термообработка.
Плотность детали при механической и электроэрозионной обработке остается такой же, какой была плотность заготовки. При прямом лазерном спекании металла плотность детали снижается до 92-98 % исходной плотности заготовки, а при плавлении составляет почти 100 %. Такие параметры вполне приемлемы для изготовления пресс-форм.
Другим важным критерием сравнения являются достигаемая точность и получаемое качество поверхности. Здесь высокоскоростная и электроэрозионная обработка имеют явное преимущество. Если при высокоскоростной обработке (пятикоординатное фрезерование) точность находится в пределах 15¸30 мкм, то при электроэрозионной она достигает (погрешность профиля) 10-20 мкм у копировальной прошивки и 4¸6 мкм у вырезки. Точность детали, полученной с использованием генеративной технологии, не превышает 0,1 мм. Такие же результаты и по качеству поверхности: в результате высокоскоростной и электроэрозионной обработки получают Ra не хуже 0,2 мкм, а для деталей, изготовленных методом DMLS технологии и не подвергнутых дальнейшей обработке (например, микродробеструйной и полированию) характерно значение Ra = 10 мкм.
Решающее слово за геометрией
Геометрические параметры заготовок при изготовлении пресс-форм и штампов накладывают определенные ограничения на использование той или иной технологии. Например, поддающиеся обработке внутренние радиусы заготовки, которую необходимо подвергнуть высокоскоростному фрезерованию, зависят от диаметра фрезы. Хотя сегодня уже выпускают стандартные фрезы диаметром 0,2 мм, отношение длина/диаметр (l/d), т.е. отношение между длиной вылета фрезы и ее диаметром ограничивает производительность высокоскоростного фрезерования. С ростом этого отношения надежность фрезерования снижается, поскольку фреза начинает вибрировать. При отношении l/d до 5 можно рассчитывать на стабильность фрезерования, а при больших его значениях необходимо применение специальных технологий, разработанных, например в дармштадтском Институте технологии и станков. Указанное отношение отражается также и на глубине обрабатываемых полостей. При обработке глубоких пазов с филигранными углами границы эффективности высокоскоростного фрезерования резко сужаются.
Для глубоких пазов — только электроэрозионная обработка
При большой глубине полостей рекомендуется их электроэрозионная обработка. Радиусы углов не должны быть больше, чем искровой промежуток между инструментом и заготовкой, а полости могут быть выполнены неограниченно глубокими. При использовании генеративных технологий могут быть получены радиусы углов в пределах точности детали, т.е. примерно 0,1 мм. Глубины полостей так же, как и при электроэрозионной обработке, не являются проблемой, хотя все-таки высота ребра ограничена 4 — 10 значениями его ширины.
Одним из решающих факторов выбора той или иной технологии является наличие (или отсутствие) возможности в случае ее применения закрепления сложных объемных контуров. Здесь и проявляется своеобразие генеративной технологии, применяя которую можно изготовить деталь практически любой сложности. Если при пятикоординатном фрезеровании еще существуют ограниченные возможности получения на заготовке без ее переустанова поверхностей с обратным наклоном, то при копировальной прошивке это практически невозможно.
Наряду с получаемым качеством поверхности детали другим решающим фактором выбора технологии является время ее изготовления. При высокоскоростном фрезеровании и электроэрозионной обработке оно определяется объемом снимаемого материала, при DMLS технологии — объемом наслаиваемого. Разумеется, фрезерование производительнее как электроэрозионной обработки (его производительность по закаленной стали достигает 3500 м3/мин, т.е. примерно вчетверо выше, чем при копировальной прошивке), так и тем более генеративной технологии (ее максимальная производительность составляет 960 мм3/мин, но сильно колеблется в зависимости от характеристик порошка). Тем не менее здесь следует руководствоваться темпами удаления или наращивания материала. Если темпы съема (например, степень срезания припуска) высоки, то получают незначительные темпы наращивания (генерируемый объем). Таким образом, если заготовка имеет очень сложный профиль, то может случиться так, что получение детали прямым лазерным спеканием займет меньше времени, чем высокоскоростной обработкой (рис. 1). Как показано в табл. 1, каждая из трех технологий имеет свою нишу и сегодня не может быть заменена другой. На первый взгляд в связи с необходимостью использования электродов определенного профиля копировальная прошивка является негибким методом обработки. Однако если твердость заготовки исключительна высока или в ней имеются очень глубокие полости, то прошивка будет единственным способом, которым эту заготовку можно обработать. Высокоскоростная обработка достигла сегодня больших успехов и вследствие большого разнообразия применяемых инструментов обладает большой гибкостью относительно геометрических параметров заготовок и их материала. Кроме того, такая высокая скорость обработки не может быть достигнута другими способами. Однако чем сложнее заготовка, тем больше трудностей возникает при ее высокоскоростной обработке. Конечно, по точности, качеству получаемой поверхности и твердости получаемого в результате материала металлических деталей генеративные технологии уступают пока остальным. Но уже сейчас существует немало деталей, которые невозможно получить классическими способами, поэтому приходится использовать генеративные технологии и они обладают достаточной экономической эффективностью.
Таблица 1
Сравнительные характеристики технологий изготовления деталей
|
Параметры |
Электроэрозионная обработка |
Высокоскоростная обработка |
Прямое наращивание |
||
|
Копировальная прошивка |
Проволочная вырезка |
Лазерное спекание |
Лазерное плавление |
||
|
Твердость |
Не ограничена |
58-62 HRC |
Не более 42 HRC |
||
|
Плотность, % |
100 |
100 |
92 — 98 |
До 100 |
|
|
Достигаемая точность (погрешность профиля), мкм |
10 — 20 |
4 — 6 |
10 — 20 (15 — 30 при пятикоординатной обработке) |
Свыше + 50 |
+50 |
|
Достигаемое качество поверхности, Ra, мкм |
0,2 |
0,05 |
0,1 |
10 |
Не определено |
|
Радиусы скруглений углов (внутренние) |
Искровой промежуток (при черновой обработке выше, чем при чистовой) |
Радиус проволоки (0,015 мм) + искровой промежуток |
Радиус фрезы, зависит также от отношения l/d |
Определяется точностью детали |
|
|
Соотношение критических параметров (отношение глубины паза/ высоты ребра к его ширине) |
Практически не ограничено |
Не ограничено (2Æ) |
При большом отношении l/d (> 5) снижается надежность процесса |
~ 4 (ширина < 1 мм) ~ 10 (bs> 3) |
|
|
Толщина стенки |
Значительно меньше 1 мм |
Определяется стратегией обработки |
0,7 мм |
||
|
Подрезы |
Невозможны |
Ограниченно возможны |
Возможны |
||
|
Скорость съема или наращивания материала |
900 мм3/мин при черновой обработке 0,05 мм3/мин при чистовой обработке |
180 мм3/мин 100 мм2/мин Ra = 0,2 мкм |
3500 мм3/мин при черновой обработке 150 мм2/мин Ra = 0,2мкм |
Макс. 960 мм3/мин (в зависимости от порошка явно меньше) |
120 мм3/мин (все еще в стадии разработки) |
В случае очень большой твердости материала и наличия глубоких пазов и выемок нельзя обойтись без копировально-прошивочной обработки.
 |
 |
| Рис. 1.Сравнительная номограмма технологий снятия и наращивания металла: 1 — производительность резания, %, 2 — объем заготовки, мм3; 3 — время, мин; 4 — генеративная технология Qauf = 960 мм3/мин; 5 — резание Qan = 2500 мм3/мин |
Рис. 2. Пример детали, полученной с помощью генеративной технологии. Полая структура, полученная методом лазерного спекания. Очевидно, что основное преимущество этой технологии состоит в возможностях получения очень сложных деталей. |
Оставить комментарий