

Характеристики резьбы
1. Профиль резьбы является основным признаком, характеризующим резьбу. Профилем резьбы называется сечение ее витка плоскостью, проходящей через ось цилиндра (т. е. диаметральной плоскостью), на котором образована резьба.
Элементы профиля резьбы — это его боковые стороны, угол, вершина и впадина. Углом профиля называется угол между боковыми сторонами витка, измеренный в диаметральной плоскости.
Вершиной профиля называется линия, соединяющая боковые стороны его по верху витка (Е) — рис.1, а, б.
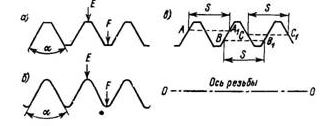 Рис.1. Вершины и впадины профиля.
Рис.1. Вершины и впадины профиля.
Впадиной профиля называется линия, образующая дно винтовой канавки (F) — рис.1, а, б. Очертания вершины и впадины могут быть плоскосрезанными (рис.1, а) или закругленными (рис.1, б).
2. Шаг резьбы — это расстояние между двумя одноименными (т. е. правыми или левыми) точками двух соседних витков, измеренное параллельно оси резьбы. Почти у всех резьб, принятых в машиностроении, шаг измеряется в миллиметрах. Существуют, однако, также резьбы, у которых шаг выражается числом витков резьбы на один дюйм ее длины.
Кроме винтов, на токарном станке нарезаются червяки, имеющие модульный, или питчевый шаг.
3. Диаметры резьбы. Различают три диаметра резьбы: наружный, внутренний и средний.
Наружным диаметром резьбы называется диаметр цилиндра, описанного около резьбовой поверхности. Внутренним диаметром резьбы называется диаметр цилиндра, вписанного в резьбовую поверхность. Средним диаметром резьбы называется диаметр цилиндра, соосного с резьбой, образующие которого делятся боковыми сторонами профиля на равные отрезки.
4. Угол подъема резьбы — это угол, образованный направлением резьбового выступа резьбы с плоскостью, перпендикулярной к его оси.
5. Правая и левая резьбы. По направлению витка различают правые (рис.2, б) и левые (рис.2, а) резьбы.
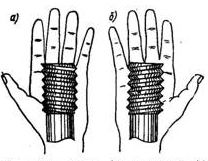 Рис.2. Правые и левые резьбы.
Рис.2. Правые и левые резьбы.
Если подъем резьбы винта, положенного на ладонь правой руки, совпадает с направлением отогнутого большого пальца, эта резьба правая. Совпадение подъема резьбы с направлением отогнутого большого пальца левой руки указывает, что данная резьба левая.
На винт с правой резьбой гайка навертывается при вращении вправо (по часовой стрелке), на винт с левой резьбой при вращении влево (против часовой стрелки).
6. Системы резьб. В машиностроении приняты следующие системы резьб, различающиеся прежде всего по профилю: треугольные (метрическая, дюймовая и трубная), трапецеидальные, прямоугольные, упорные и круглые.
Наиболее распространенными являются метрические резьбы с крупным (крепежная) и мелким шагом. У всех метрических резьб угол профиля равен 60°. Шаг метрических резьб измеряется в миллиметрах. Между впадиной профиля резьбы болта и вершиной профиля резьбы гайки всегда имеется зазор. Имеется зазор и между вершиной профиля резьбы болта и впадиной профиля резьбы гайки. Метрической резьбой снабжаются детали (болты, гайки, винты, шпильки и т. д.), предназначенные для соединения частей машин. Этой резьбой пользуются также, как способом непосредственного соединения частей машин (посадка на резьбе различных рукояток, масленок и т. д.).
Угол профиля дюймовой резьбы равен 55°. Шаг дюймовой резьбы выражается числом витков на один дюйм. Дюймовая резьба имеет зазоры по вершинам и впадинам. Дюймовую резьбу имеют детали некоторых импортных машин, станков и т. д., поэтому детали с такой резьбой изготовляются главным образом при ремонте.
Трубная резьба имеет угол профиля 55°, причем вершина и впадина профиля закруглены. Трубная резьба не имеет зазоров по вершинам и впадинам и обеспечивает водонепроницаемость. Этой резьбой снабжаются главным образом водо- и газопроводные трубы и различные детали (муфты, угольники и т. д.), применяемые для соединения этих труб.
Профиль трапецеидальной резьбы — это трапеция с углом, равным 30°. Профиль резьбы образован прямыми линиями, с небольшими закруглениями углов у впадин и вершин. Шаг трапецеидальных резьб измеряется в миллиметрах. Трапецеидальные резьбы имеют зазоры. Существуют крупная, нормальная и мелкая трапецеидальные резьбы. Трапецеидальную резьбу применяют на винтах, используемых для преобразования вращательного движения одной детали (например, ходового винта токарного станка) в поступательное движение другой (суппорта).
Профиль прямоугольной резьбы — это в большинстве случаев квадрат со сторонами, равными половине шага; эта резьба не имеет зазоров. Прямоугольная резьба применяется так же, как трапецеидальная, на различных винтах, передающих движение. Она не стандартизована и встречается редко, так как почти полностью вытеснена трапецеидальной.
В упорной резьбе соприкосновение винта и гайки в упорной резьбе происходит между сторонами, воспринимающими нагрузку, а также между вершинами витков винта и впадин гайки. По остальным участкам профиля имеется зазор. Упорная резьба делается на муфтах трубопроводов, соединяющих компрессоры с резервуарами со сжатым под сильным давлением воздухом, а также на винтах гидравлических прессов, домкратов и т. д.
Настройка станка для нарезания резьбы
Для нарезания резьбы на токарном станке необходимо, чтобы в то время, когда нарезаемая деталь делает полный оборот, резец перемещался на величину шага (хода) однозаходной и хода многозаходной нарезаемой резьбы.
После нескольких проходов резца, углубляемого перед каждым проходом в металл детали, на поверхности последней получаются винтовая канавка и винтовой выступ, образующие резьбу.
Оставить комментарий